1. Die-casting process and common sense of die-casting aluminum alloy materials
1. Brief introduction of die casting process
Die casting (referred to as die casting) is a kind of special casting method with less cutting and no cutting that has developed rapidly in modern metal forming processing technology. The essence of the process is to fill the die-casting cavity with liquid or semi-liquid metal at a higher speed under high pressure, and form and solidify under pressure to obtain castings.
Characteristics of die casting process: high speed and high pressure is the main feature of die casting. The commonly used working pressure is tens of megapascals, the filling speed is about 16~80m/s, and the time for molten metal to fill the mold cavity is extremely short, about 0.01~0.2s. Compared with other casting methods, die casting has the following three advantages:
1. Good product quality
The dimensional accuracy of castings is high, generally equivalent to 6~7, even up to 4; the surface finish is good, generally equivalent to 5~8; the strength and hardness are higher, and the strength is generally 25~30% higher than that of sand casting, but it is extended The rate is reduced by about 70%; the size is stable, and the interchangeability is good; it can die-cast thin-walled complex castings. For example, the current minimum wall thickness of zinc alloy die castings can reach 0.3 mm; aluminum alloy castings can reach 0.5 mm; the minimum casting aperture is 0.7 mm; and the minimum pitch is 0.75 mm.
2. High production efficiency
The machine productivity is high. For example, the domestic J1113 horizontal cold-air die casting machine can die-cast 600-700 times in eight hours on average, and the small hot-chamber die-casting machine can die-cast 3000 to 7000 times on average every eight hours; the die-casting mold has a long life and one pair of die-casting molds. The die-cast clock alloy has a life span of hundreds of thousands of times, even millions of times; it is easy to realize mechanization and automation.
3. Excellent economic effect
Due to the precise dimensions of the die-casting parts, the surface is bright and clean. Generally, it is used directly without mechanical processing, or the processing volume is small, so it not only improves the metal utilization rate, but also reduces a large number of processing equipment and man-hours; the price of castings is easy; it can be combined die-casting with other metal or non-metal materials . It saves not only assembly man-hours but also metal.
Die casting is one of the most advanced metal forming methods. It is an effective way to achieve less chips and no chips. It has a wide range of applications and is developing rapidly. At present, die-casting alloys are no longer limited to non-ferrous metals such as zinc, aluminum, magnesium and copper, but are also gradually expanded to be used for die-casting iron and steel castings. The size and weight of the die-casting parts depend on the power of the die-casting machine. As the power of the die-casting machine continues to increase, the shape and size of the casting can range from a few millimeters to 1 to 2 m; the weight can range from a few grams to tens of kilograms. Foreign aluminum castings can be die-cast with a diameter of 2m and a weight of 50kg.
2. Die-casting alloy
The metal materials used in the production of die castings are mostly aluminum alloys, pure aluminum, zinc alloys, copper alloys, magnesium alloys, lead alloys, tin alloys and other non-ferrous metals. Ferrous metals are rarely used.
Basic requirements for die casting alloys:
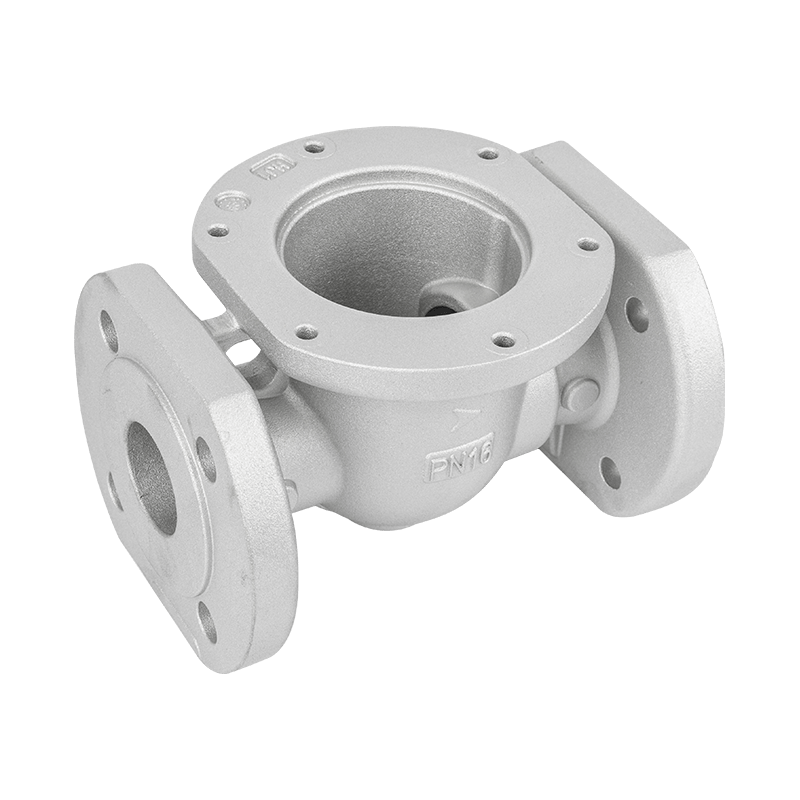
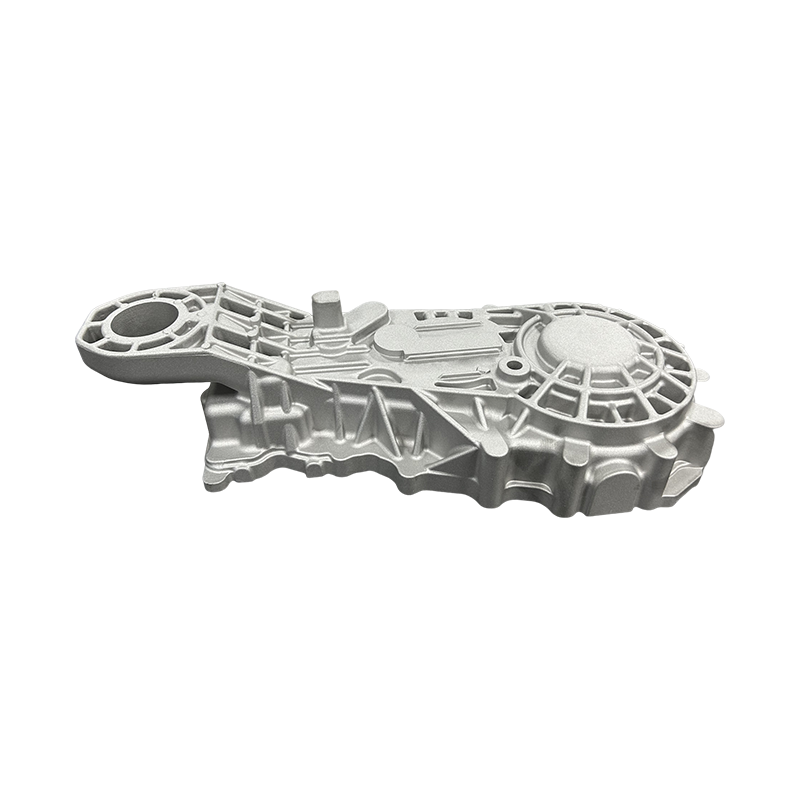
Three, common sense of die-casting aluminum alloy materials
The company’s commonly used die-casting materials are die-cast aluminum alloys, code-named YL102 (national standard material) and ADC12 (Japanese standard material).
The national standard GB/T 15115 and the Japanese standard JISH 5302 respectively stipulate the grades, codes, chemical compositions, inspection methods and inspection rules of die-cast aluminum alloys;
ADC12 is equivalent to YL104, but the performance parameters and chemical composition are not constant, especially in terms of performance.
The role and influence of various elements in die-cast aluminum alloy
1. Silicon (Si)
Silicon is the main element of most die-cast aluminum alloys. It can improve the casting properties of the alloy. Silicon and aluminum can form a solid solution. At 577°C, the solubility of silicon in aluminum is 1.65%, at room temperature it is 0.2%, and when the silicon content reaches 11.7%, silicon and aluminum form a eutectic. Improve the high temperature moldability of the alloy, reduce the shrinkage rate, and have no hot cracking tendency. When the silicon content in the alloy exceeds the eutectic composition and there are too many impurities such as copper and iron, the hard spots of free silicon will appear, which makes the cutting process difficult, and the high-silicon aluminum alloy has a serious erosion effect on the casting crucible.
2. Copper (Cu)
Copper and aluminum form a solid solution. When the temperature is 548℃, the solubility of copper in aluminum should be 5.65%, and it should be reduced to about 0.1% at room temperature. Increasing the copper content can improve the fluidity, tensile strength and hardness of the alloy. However, the corrosion resistance and plasticity are reduced, and the tendency of hot cracking is increased.
3. Magnesium (Mg)
Adding a small amount (about 0.2-0.3%) of magnesium to the high-silicon aluminum alloy can increase the strength and yield limit, and improve the machinability of the alloy. Aluminum alloy containing 8% magnesium has excellent corrosion resistance, but its casting performance is poor, its strength and plasticity are low at high temperature, and its shrinkage is large during cooling, so it is prone to hot cracking and formation of porosity.
4. Zinc (Zn)
Zinc in aluminum alloy can improve fluidity, increase hot brittleness, and reduce corrosion resistance, so the content of zinc should be controlled within the specified range.
5. Iron (Fe)
Harmful impurities are contained in all aluminum alloys. When the iron content in the aluminum alloy is too high, the iron exists in the alloy with the flake or needle-like structure of FeAl3, Fe2Al7 and Al-Si-Fe, which reduces the mechanical properties. This structure will also reduce the fluidity of the alloy. The hot cracking property increases, but the adhesion of aluminum alloy to the mold is very strong, especially when the iron content is less than 0.6%. When it exceeds 0.6%, the sticking phenomenon is greatly reduced, so the iron content should generally be controlled within the range of 0.6-1%, which is good for die-casting, but the maximum should not exceed 1.5%.
6. Manganese (Mn)
Manganese in aluminum alloys can reduce the harmful effects of iron, and can change the flake or needle-like structure formed by iron in aluminum alloys into fine crystal structures. Therefore, generally aluminum alloys allow the presence of less than 0.5% manganese. When the manganese content is too high, it will cause segregation.
7. Nickel (Ni)
Nickel in aluminum alloy can increase the strength and hardness of the alloy and reduce the corrosion resistance. Nickel has the same effect as iron, which can reduce the corrosion of the alloy to the mold, and at the same time, it can neutralize the harmful effects of iron and improve the welding performance of the alloy.
When the nickel content is between 1 and 1.5%, the casting can obtain a smooth surface after polishing. Due to the lack of nickel sources, nickel-containing aluminum alloys should be used as little as possible.


















 cn
cn English
English Español
Español